
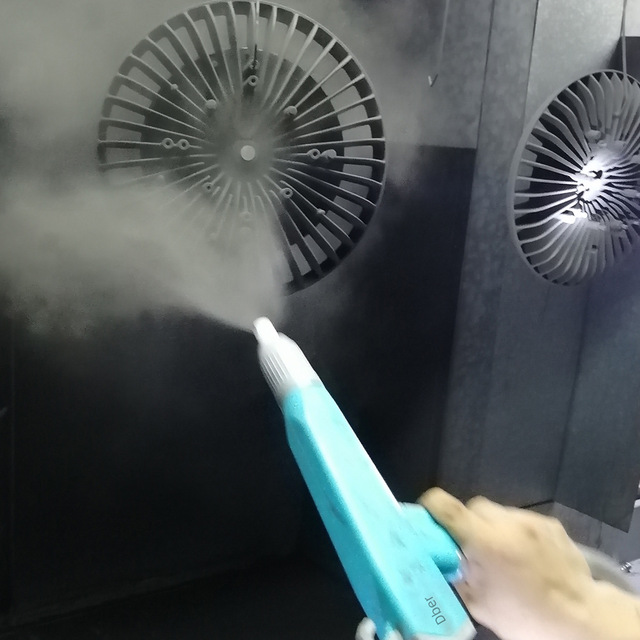
静电喷塑设备工作时吐粉原因
静电喷塑设备的静电喷涂技术是近年来很火的一项表面处理技术,其优势点很多:不含溶剂,环保,粉末可回收,易实现自动化生产,使用方便,且涂层颜色多样、可以满足不同耐候性能要求。然而,静电喷塑流水线中也会出现一些缺陷。那么今天喷塑设备厂家--德贝尔喷枪为您介绍解析下吐粉原因:
成因分析:
1)粉末受潮结团而致流化效果差,输粉管中粉末浓度不均匀;
2)流化板被粉末堵塞,供粉装置流化效果差;
3)粉管、粉泵喷枪嘴等配件上附着粉垢或磨损严重,导致出粉量不均匀,出现吐粉现象。
解决方法:
1)改善粉末贮存环境,粉末使用后及时封箱避免粉末受潮;
2)做好供粉设备维修保养;
3)及时清理喷房设备配件上的粉末堆积,并更换磨损配件。应使用优质粉管,保持内径一致;应增加粉良气和浓度气;应在高耗点前安装贮气筒或排空气罐内的积水。
在实际粉末喷涂生产中,我们须精细化管理每一道工序,针对出现的问题对症下药,尽量避免重复出现类似涂层缺陷,这样才能在降低生产成本的同时提高粉末涂装质量,德贝尔喷枪专注喷枪18年,如果您在喷涂中遇到问题可以随时和我们联系,真诚期待与您的相识!
